.jpg)





.jpg)

:04:اصول سنگ زنی
معمول ترین کارهای سنگزنی عبارت از تیز کردن ابزارها و کار روی قطعات آب داده شده و بدون آب. منظور از سنگ زدن برطرف کردن ناهمواری های سطوح کار (پلیسهگیری) و یا سنگ زدن قطعات گرد و یا تخت که باید دقت اندازه داشته و سطوح آنها کاملا دقیق و صاف باشند.
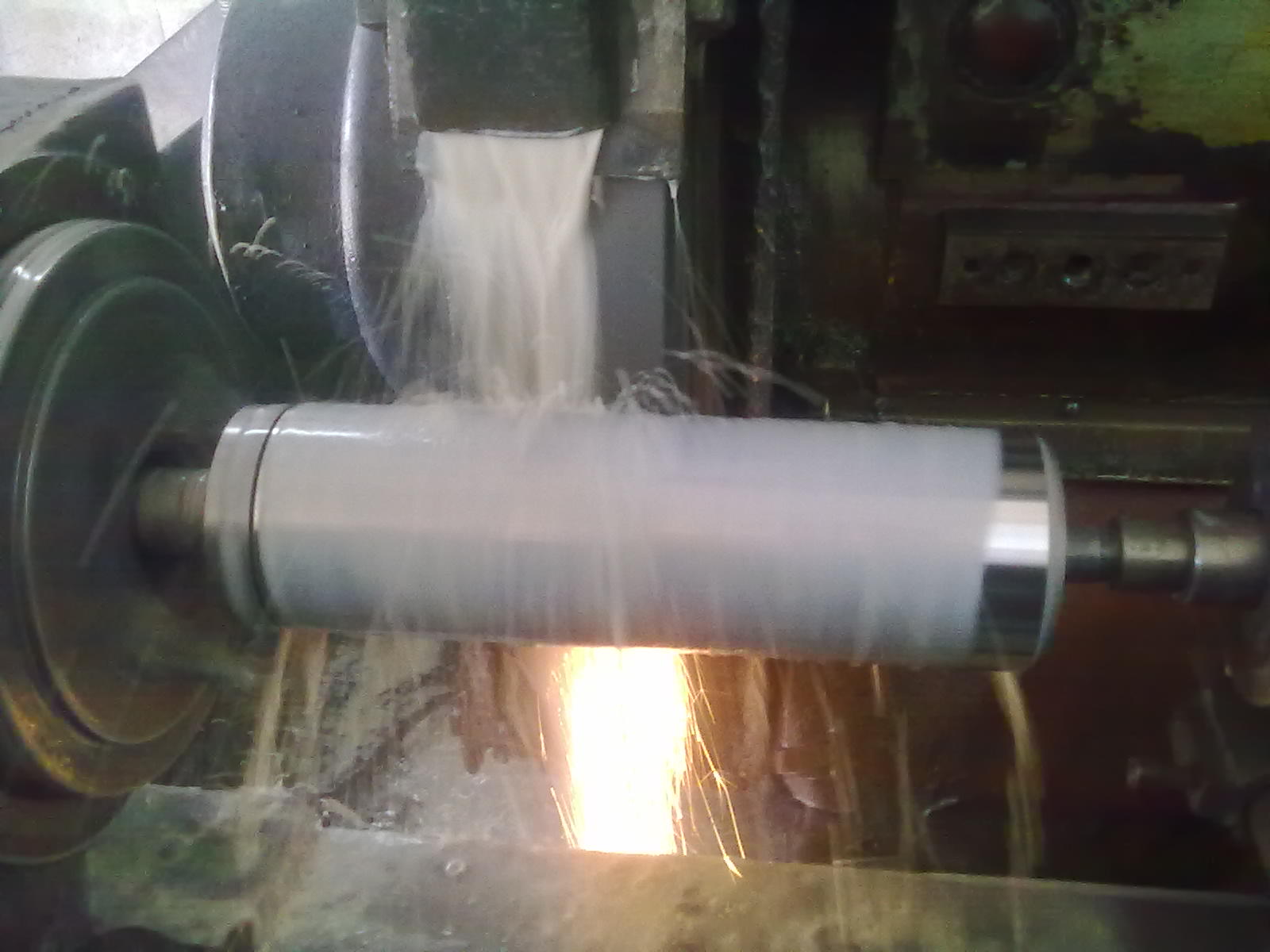
سنگ زدن نیز جزو کارهای برادهبرداری است. وسیله یا ابزار سنگ زدن اکثر اوقات سنگ سمباده گردان است که بوسیله دانههای خود از روی قطعات برادههای بسیار ریز و ظریفی جدا میکنند. چون معمولاً سرعت محیطی سنگ سمباده خیلی زیاد است موجب اصطکاک زیاد شده و در نتیجه باعث سرخ شدن برادهها میگردد*
معمول ترین کارهای سنگزنی عبارت از تیز کردن ابزارها و کار روی قطعات آب داده شده و بدون آب. منظور از سنگ زدن برطرف کردن ناهمواری های سطوح کار (پلیسهگیری) و یا سنگ زدن قطعات گرد و یا تخت که باید دقت اندازه داشته و سطوح آنها کاملا دقیق و صاف باشند.
سنگ زدن نیز جزو کارهای برادهبرداری است. وسیله یا ابزار سنگ زدن اکثر اوقات سنگ سمباده گردان است که بوسیله دانههای خود از روی قطعات برادههای بسیار ریز و ظریفی جدا میکنند. چون معمولاً سرعت محیطی سنگ سمباده خیلی زیاد است موجب اصطکاک زیاد شده و در نتیجه باعث سرخ شدن برادهها میگردد*










